

ВњЦЗНщЩм
 гбГЯЙмвЕЃЌвдЦЗжЪЧѓЗЂеЙЃЌвдПкБЎзіЪаГЁ
гбГЯЙмвЕЃЌвдЦЗжЪЧѓЗЂеЙЃЌвдПкБЎзіЪаГЁ 

 ШЋЙњЗўЮёШШЯп
ШЋЙњЗўЮёШШЯп
> Тна§ИжЙм > КИНгТна§ИжЙм
ИјХХЫЎЙмЕРЙЄГЬ
КИНгСЌНг
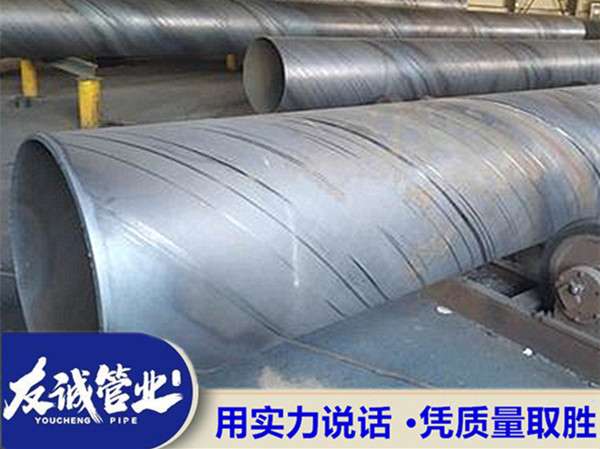
Тна§ИжЙмВЩгУЕФКИНгЙЄвеЮЊТёЛЁКИММЪѕЃЌВЩгУЬюГфЮяКИНгЃЌПХСЃБЃЛЄКИМСТёЛЁЁЃЩњВњЕФПкОЖПЩвдДяЕН1500mm,LSAWЪЧТёЛЁКИжБЗьИжЙмЕФгЂЮФМђГЦЃЌТёЛЁКИжБЗьИжЙмЕФЩњВњЙЄвегаJCOEГЩаЭММЪѕЁЂОэжЦГЩаЭТёЛЁКИММЪѕЁЃЕБПкОЖНЯДѓЪБПЩФмгУСНПщИжАхНјааОэжЦЃЌетбљЛсаЮГЩ
13703173800СЂ МД бЏ Мл
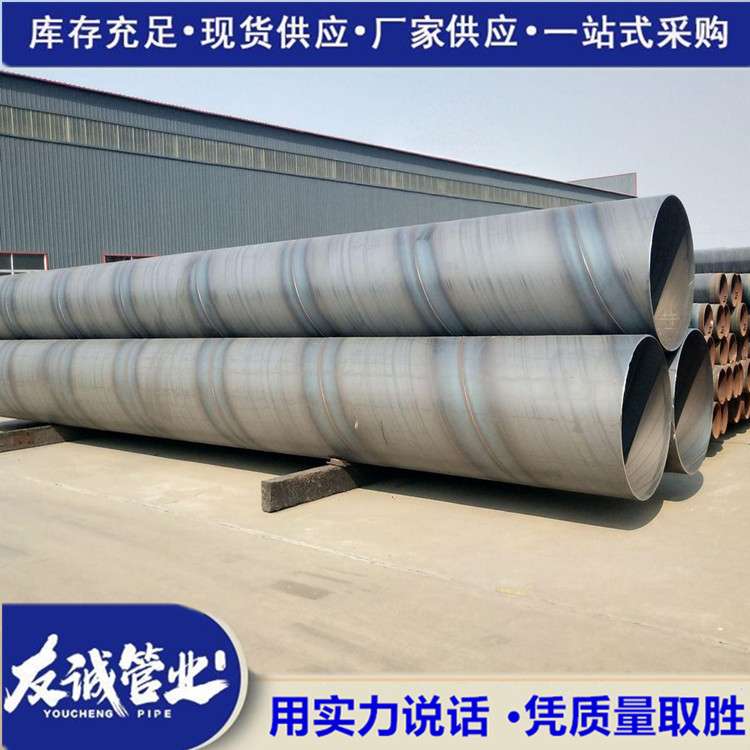
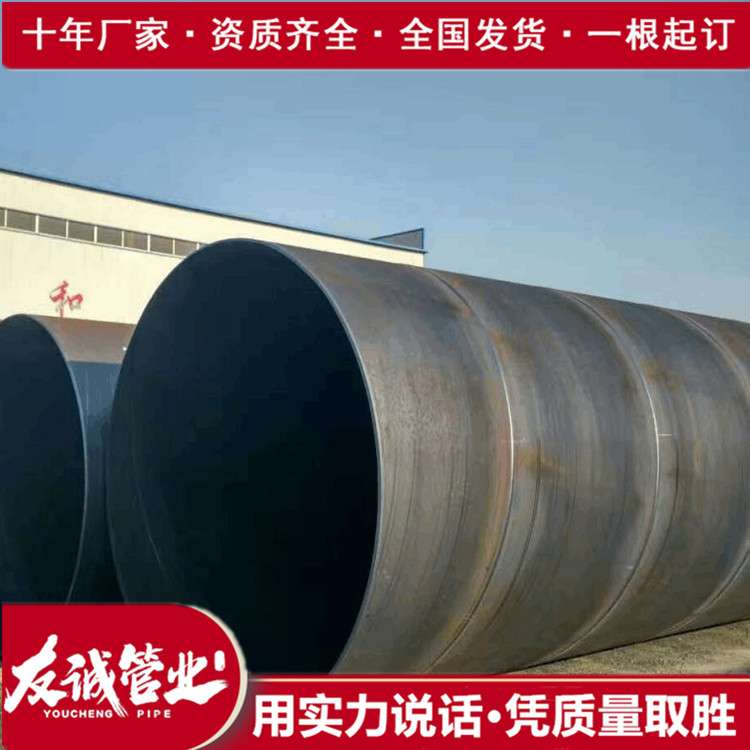
Тна§ИжЙмВЩгУЕФКИНгЙЄвеЮЊТёЛЁКИММЪѕЃЌВЩгУЬюГфЮяКИНгЃЌПХСЃБЃЛЄКИМСТёЛЁЁЃЩњВњЕФПкОЖПЩвдДяЕН1500mm,LSAWЪЧТёЛЁКИжБЗьИжЙмЕФгЂЮФМђГЦЃЌТёЛЁКИжБЗьИжЙмЕФЩњВњЙЄвегаJCOEГЩаЭММЪѕЁЂОэжЦГЩаЭТёЛЁКИММЪѕЁЃЕБПкОЖНЯДѓЪБПЩФмгУСНПщИжАхНјааОэжЦЃЌетбљЛсаЮГЩЫЋКИЗьЕФЯжЯѓЁЃПЩвджДааЕФБъзМGB/T3091Им2008ЕЭбЙСїЬхИжЙмЩњВњБъзМЃЌGB/T9711.1-2Им1997ЪЏгЭЬьШЛЦјИжЙмЩњВњЪЙгУБъзМЃЌЛЙПЩвджДааУРЙњAPI 5LЙмЯпИжЙмжДааБъзМЁЃЩњВњВФжЪЃКQ195A-Q345EЃЛ245RЃЛQ345QA-DЃЛL245-L485ЃЛX42-X70ЁЃГабЙВЮЪ§жївЊга2ST/TЃЌSЮЊЧќЗўЧПЖШЃЌTЮЊБкКёЁЃЯждкТёЛЁКИвбОЗЂеЙГЩЮЊЃЌгаЫЋЫПТёЛЁКИЃЌЛЙгаЖрЫПТёЛЁКИЃЌаЇТЪИќНјвЛВНЬсИпЁЃКЯРэЕиШЗЖЈИїЙцИёИжЙмЕФВњСПКЭЭЖВњЫГађЃЌМАЪБЁЂзМШЗЕиЪеМЏИжЙмдкИїПижЦНзЖЮЕФЩњВњМьбщЪ§ОнЃЌИжЙмЩњВњЕФГЩВФТЪКЭжЪЦЗТЪЪЧERWжБЗьИжЙмЩњВњЁЃЙЋЫООпгаЕФХЕбдЁЂЕФЁЂЕФаЇРЭЃЌдкДѓСІжЇГжЯТОЊШЫЕФГЩМЈЁЃдкИжЬњГіЪлЕФЗЖГыжаЪїСЂЦ№НмГіЕФаЮЯѓЁЃ
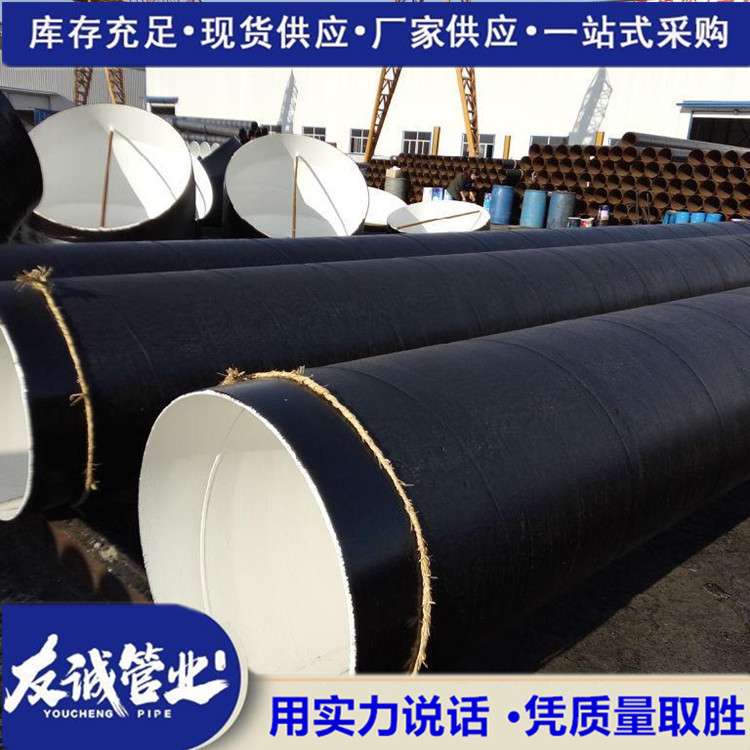
ИјХХЫЎгУжБЗьКИНгИжЙмгІзіЛњаЕадФмЪдбщКЭбЙБтЪдбщвдМАРЉПкЪдбщЃЌВЂвЊДяЕНБъзМЙцЖЈЕФвЊЧѓЁЃИжЙмгІФмГаЪмвЛЖЈЕФФкбЙСІЃЌБивЊЪБНјаа2.5MpaбЙСІЪдбщЃЌБЃГжЮоЩјТЉЁЃдЪаэгУЮаСїЬНЩЫЕФЗНЗЈДњЬцЫЎбЙЪдбщЁЃЮаСїЬНЩЫАДGB7735ЁЖИжЙмЮаСїЬНЩЫМьбщЗНЗЈЁЗБъзМжДааЁЃЮаСїЬНЩЫЗНЗЈЪЧНЋЬНЭЗЙЬЖЈдкЛњМмЩЯЃЌЬНЩЫгыКИЗьБЃГж3~5mmЃЌППИжЙмЕФПьЫйдЫЖЏЖдКИЗьНјааЕФЩЈВщЃЌЬНЩЫаХКХОЮаСїЬНЩЫвЧЕФздЖЏДІРэКЭздЖЏЗжбЁЃЌДяЕНЬНЩЫЕФФПЕФЁЃЬНЩЫКѓЕФКИЙмгУЗЩОтАДЙцЖЈГЄЖШЧаЖЯЃЌОЗзЊМмЯТЯпЁЃИжЙмСНЖЫгІЦНЭЗЕЙНЧЃЌДђгЁБъМЧЃЌГЩЦЗЙмгУСљНЧаЮРІдњАќзАКѓГіГЇЁЃВЩгУЯШдЄКИКѓФкЭтКИЃЈОЋКИЃЉЕФЙЄвеЃЌПЩдкЮЛжУЪЕЯжКИНгЃЌВЛвзГіЯжДэБпЁЂКИЦЋКЭЮДКИЭИЕШШБЯнЃЌШнвзПижЦКИНгжЪСПЃЛНјааећЬхЛњаЕРЉОЖЃЌПЩгааЇЕиЬсИпИжЙмЕФГпДчОЋЖШЃЌВЂИФЩЦИжЙмФкгІСІЕФЗжВМзДЬЌЃЌДгЖјБмУтгЩгкгІСІИЏЪДдьГЩЕФЦЦЛЕЃЌЭЌЪБгаРћгкЯжГЁЕФКИНгЪЉЙЄЁЃ
ЯрЙиВњЦЗ
- днЮоЯрЙиаХЯЂ
